温州定制马弗炉报价

箱式炉是炉膛为箱形的加热炉。对制品进行加热、保温和冷却处理的整个加热过程中制品固定不动,进料和出料通过单一的门或槽进行。亦称间歇生产炉。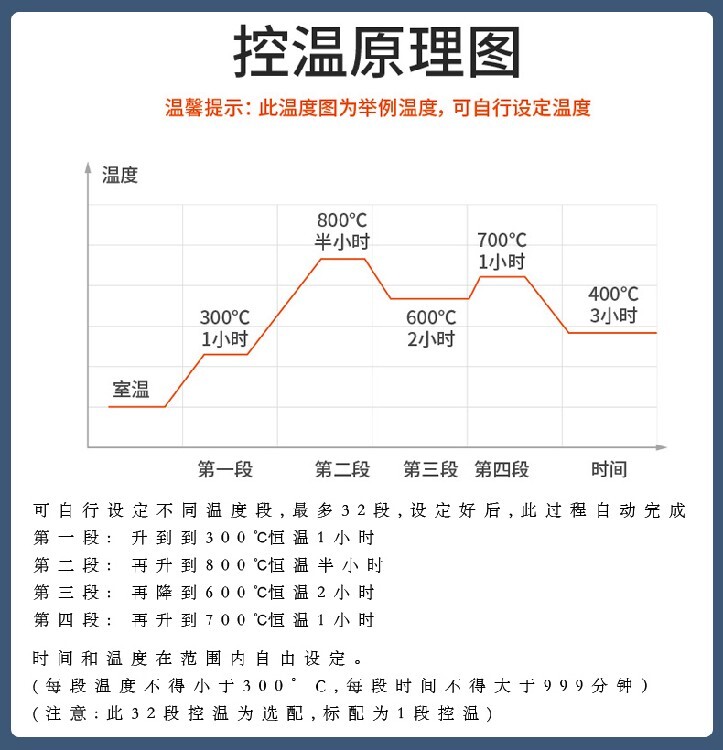
风机位于炉膛后部,通过蜗壳及两侧风道将空气吹过加热元件,气氛加热后水平进入炉膛内对工件进行均匀加热,然后经后部吸风口吸入循环风机,充分循环搅拌。
在设计箱式炉时,为了便于系统的调试和维护,软件在“系统配置”模块中设置了“系 统参数调整”功能,在“实用程序”模块中设置了“炉气碳势校正”、“合金系统计算”、“执行升温工艺”等功能,使得在设备长期使用或大修后炉况发生变化时,操作人员对系统的调整和维护变得非常容易。
箱式炉由于炉口、炉门密封不严,散热量较大,其温度要比炉膛中心温度低,如果被加热工件的温差范围要求控制在较小范围,则零件加热区域就势必要缩小,相应的炉膛有效面积也要缩小,炉子不能满负荷工作,造成能源和工时的浪费,产品的单耗也随之增加,所以尽量扩大箱式炉均温区。
箱式电阻炉和管式炉的区别
1、外型:管式炉的体积和空间相对较小,而箱式电阻炉炉相对来说空间较大,适合加工体型较大的物品。
2、加热元件:管式炉和箱式炉的加热元件都是硅钼棒,不同的是管式炉内的气氛流通,箱式炉内的气氛不流通。
3、燃烧处理:管式炉的燃烧方式是将材料放入石英管内,然后将石英管插入炉膛进行加工。而箱式炉则是直接将材料放入炉膛进行加工。
4、加工材料:管式炉以加热轴类和长条类材料更多一点,则箱式炉通用性更高一点。
产品特征
1、能够实现氧气绝缘,简单容易操作。
2、升温速度较快,升至1000℃只需40分钟。(建议每分钟十五度)
3、炉膛加热方式是辐射加热,温度分布均匀。
4、温度自行控制:PID控制器可以设置温度曲线以及保温功能。
5、保温:产品采用进口的高温材料,三层保温,PID可自行设置保温时长。
6、加热器:采用进口加热器,环保,加热速度快。
7、外部采用高温烤漆和锌材料,不容易掉漆和生锈。